传动滚筒是靠磨擦向输送皮带传送驱动力的滚筒,是传送驱动力的关键构件。传动滚筒做为皮带运输机的核心部件,其构造特性的优劣立即危害着皮带运输机的可信性和使用期。
传动滚筒分成亮面、包塑和铸胶滚筒三种。在输出功率并不大,工作温度小的状况下可选用亮面滚筒。在自然环境湿冷,输出功率又大,非常容易跑偏的状况下应选用胶面滚筒。在其中铸胶滚筒品质不错,黏胶厚而耐磨损,强烈推荐采用和生产制造铸胶滚筒。包塑滚筒也可超过一样的性能指标,尽管使用期较短,但当场能够自主拆换胶面。
传动滚筒表层有外露光钢面、圆弧形和棱形纹路硫化橡胶夹面。小输出功率、小网络带宽及自然环境干躁时可选用外露光钢面滚筒。圆弧形纹路胶面摩擦指数大,止滑性和排水管道性强,但是专一性。棱形胶面用以双重运作的皮带输送机。用以关键场所的滚筒,最好是选用橡胶材料夹面。用以阻燃性,隔爆标准,应采取有效的对策。
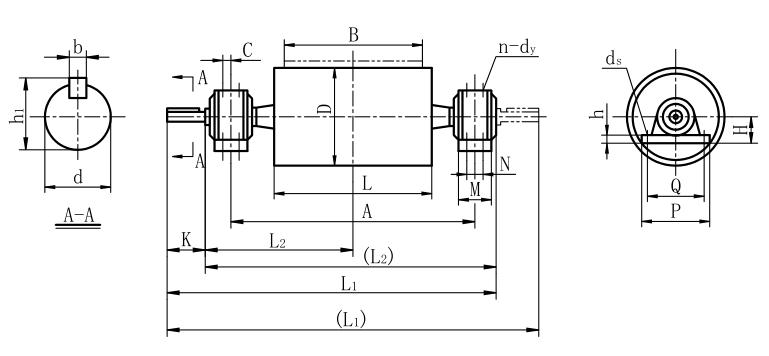
结构图
工作原理
当驱动装置运转时,驱动装置中的扭矩传送到传动滚筒轴上,再由轴通过内部胀套(或者键)连接进而把扭矩传送到筒体上,由于滚筒与皮带之间的摩擦力,最后将扭矩传送到皮带上带动整条皮带机的运转。
工艺优化
(1)优化筒体焊接结构设计
为减少应力,焊接表层最好是为凹面,向对接焊缝表层应圆润衔接。连接头和焊缝方式依据具体情况挑选;辐板上开适合的缓解孔能合理的减少焊接处的约束力地应力,另外还可提升辐板的刚度。张口总数一般在3个左右。铸焊构造能合理的处理辐板与封头及轮圈联接焊接的裂痕难题;
(2)优化滚筒焊接工艺
轮圈、辐板和封头的原材料不一致时,可在偏硬的碳含量高的轮圈表层喷焊衔接层;采用抗烈性不错的偏碱焊丝。加工工艺上一般选用加热钢件或对称性另外焊接等对策;焊后总体加温无效解决或部分加温迟缓制冷的方式能合理除去内应力。
(3)加强检验手段,射线或超声波探伤。
此外,加强操作者的技术培训,提高操作技能,也是防止滚筒裂纹的重要环节。
选型要素
1、长度挑选
不一样总宽的货品应取合适总宽的改向滚筒,一般状况下选用“运输物+50mm”。
2、厚度及轴径挑选
依照运输物的净重分配到触碰的改向滚筒上,测算出每一个的需要载重,进而明确滚筒的厚度及轴径。
3、原材料及金属表面处理
依据运输自然环境的不一样,明确改向滚筒所选用的材料和金属表面处理(碳素钢热镀锌、不锈钢板、变黑還是包塑)。
4、挑选滚筒的安裝方法
依据总体皮带输送机的实际规定,挑选安裝方法:弹黄压进式,内牙轴式,全扁榫式,通轴销孔式等。
维修保养
应定期维护滚筒旋转是不是有卡住状况,带座轴承应按时加上锂基润滑脂。
传动滚筒损坏的关键方式是在轻载下,因为轴的弯折形变导致接手与筒壳、轮圈与接手的电焊焊接处造成裂痕。若简易地根据提升接手的薄厚来扩大其抗压强度通常不可以超过目地。反过来,也有将会推动裂痕的转化成,减少接手的使用期。
标签:






 扫一扫添加微信
扫一扫添加微信
